The most common defects in deep drawing operations are wrinkling galling orange peeling earing and tearing. Maximum thinning will most likely occur on the side wall near the base of the part.
All Defect Of Deep Drawing Process
The deep drawing tests were carried out using the die shown in 4 which was designed and Figure manufactured for this purpose.

. This defect is more prominent with large grain size materials. Scratches Heavy scratches over the drawn cup may appear due to appearance of yield point phenomenon in the material. The cracking of the SS material sometimes occurs in drawing process eg in course of deformation sometimes it happens immediately after the part is withdrawn from the dies.
Shankar Kumar PGWLF1850156 8 9. Orange peeling is the generation of high surface roughness in the region of the sheet that has undergone large deformation. Besides wrinkling tearing and earing other common defect is the orange peeling.
Wrinkling and necking define the limits of the deep drawing process. Defects in Deep-Drawn Parts. It does not provide on punch because friction between punch and blank improves draw ability by reduce tensile stress.
Springback or final part deviation from nominal Incorrect process or number of forming tools. Wrinkles splits and springback are the three most common defects encountered during sheet metal stamping. E Surface scratches 6 Earing.
A correctly drawn part may have up to 25 reduction in thickness in some areas. DRAWING Drawing is the process of forming the metal with a punch and die and is the heart of the deep drawing process. Incorrect blank shape andor size.
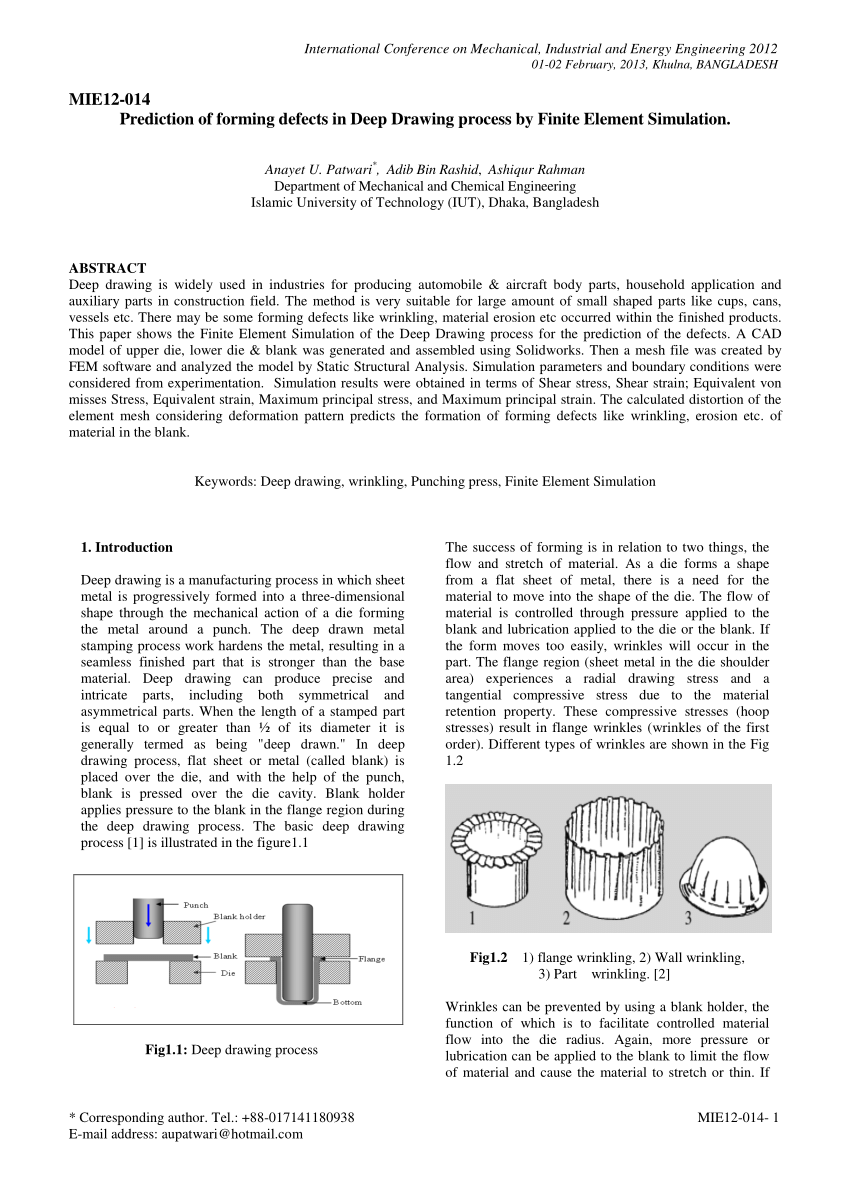
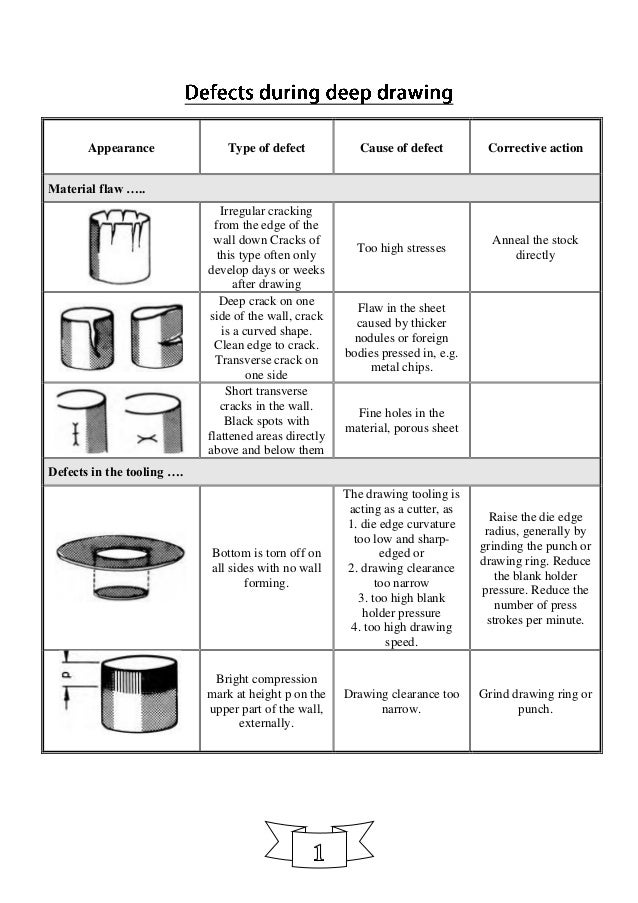
DEFECTS IN DEEP DRAWINGI have published a book for production subject for gate mechanical examhttpswwwamazonindpB08NHBRFB5refmyi_title_dp. Deep drawing process factors are controlled to mitigate thinning but some thinning of the sheet metal is unavoidable. Figure 12 shows the type of defects that may be found after drawing cups.
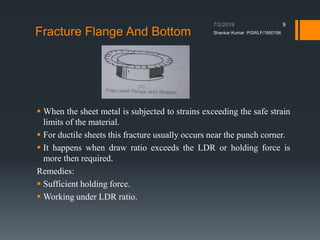
Failure of sheet metal parts during deep drawing processes usually takes place in the form of wrinkling or tearing. If this is too small too large or uneven the material can be cracked during drawing. Deep drawing is a sheet metal forming process in which a sheet metal blank is radially drawn into a forming die by the mechanical action of a punch.
Blanking Blanking is the process of cutting the initial sheet coil stock into round or shaped flats required for deep drawing. DEEP DRAWING STATION TYPES BLANKING DRAWING PIERCING TRIMMING 8. Stainless steel hardens significantly during deep drawing process it producing many hard metal points which adhesive on part surface making the workpiece and mold surface easy to be scratched and wear.
The description of such defects is discussed below. These two defects ie. Metal fractures very early in the.
During deep drawing the coarse grains with 100 microtexture can slip on the 112 slip system to form bulging and yields orange peel. The flange of the blank undergoes radial drawing stress and tangential compressive stress during the stamping process which sometimes results in wrinkles. Wrinkling usually occurs at the flange region by excessive compressive stresses leading to local buckling of the sheet.
This is one of the most common deep draw problems. The following is a brief description of commonly found defects. Steel material must be consumed within the strain aging time of material.
Their occurrence is related to numerous factors such as blank hardness lubrication system quality of the die surface grain size and anisotropy of the drawn material holding down pressure and clearance between the punch and die. The wrinkling defects are a kind of buckling of the undrawn part of the blank. An orange peel effect is observed as a defect during metal casting welding.
Tensile stress that will naturally cause it to thin. And sometimes it happens after a period of time storage of the finished. Defects in deep-drawn cylindrical cups.
Ironing can eliminate this defect. Deep drawing experiments carried out at 473 K revealed that the AZ31 magnesium alloy sheets could be successfully drawn at a limiting drawing ratio LDR of 23 with a. Reduceminimize exhaust and airflow in coating unit.
Therefore there advise use the copper-based alloy tool which can eliminate scratches and dents on deep drawing part. This defect is caused by the excessive compressive stresses if the slenderness ratio is higher than a certain value. The process is considered deep drawing when the depth of the drawn part exceeds its diameter.
It occurs in. Sometimes it occurs when the drawing parts are impacted or vibrated in the deformation process. On the other hand necking is due to the excessive radial tensile stress.
View chapter Purchase book. Grain structure should be refined before deep drawing. One of the primary defects that occurs in deep drawing operations is the wrinkling of sheet metal material generally in the wall or flange of the part.
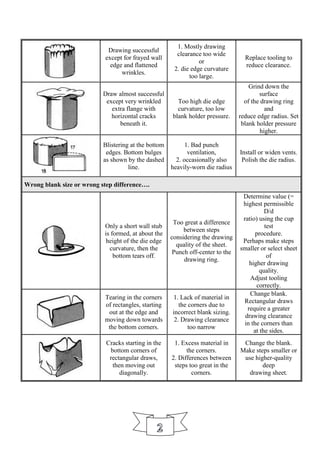
Potential causes and remedies are also provided. Lubrication lowers the forces increases draw ability and reduces defect in the part and wear on the tooling. A number of defects may occur in deep-drawn parts.
Many variables affect the failure these. Develop defects if the process parameters are not selected properly. The main defects of deep drawn parts are wrinkling andor necking.
The following is a list of common problems that may be encountered when deep drawing cyclindrical cups. Fracturing of the metal during the draw process can be caused by several issues although the most common is the clearance between the punch and the die. Mostly used lubricants in deep drawing process are mineral oils soap solutions and heavy duty emulsions.
Therefore it is important to optimize the process parameters to avoid defects in the parts and to minimize production cost. It consists of the following main. It is thus a shape transformation process with material retention.
Aluminum anodic oxidation automotive Blanking cnc coiling dc04 dc motor housing deep drawing parts deep drawn enclosures electrophoresis flange Forming fuel pump housing galvanized sheet machining metal pressing metal stamping parts metalworking motor can motor shell multiple progressive dies Notched Piercing polishing powder coating precision. Choose correct tool material. Shankar Kumar PGWLF1850156 7 8.
Deep drawing is a process commonly used in industry for sheet metal operations. Excessive thinningthickening of the sheet during forming.
Pdf Prediction Of Forming Defects In Deep Drawing Process By Finite Element Simulation
Deep Drawing An Overview Sciencedirect Topics

Defects In Deep Drawing And Their Remedies
Defects In Deep Drawing And Their Remedies

Defects In Deep Drawing And Their Remedies

Pdf Deep Drawing Mechanism Parameters Defects And Recent Results State Of The Art
Defects In Deep Drawing And Their Remedies
All Defect Of Deep Drawing Process
0 comments
Post a Comment